

 如果结果不匹配,请
如果结果不匹配,请 
 更多“试拟订例下图所示零件成批生产的工艺路线,并指出各工序的定位基…”相关的问题
更多“试拟订例下图所示零件成批生产的工艺路线,并指出各工序的定位基…”相关的问题
第1题
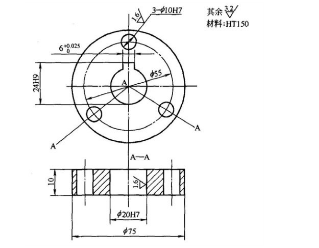
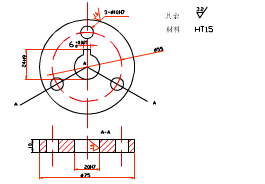
试拟订下图所示零件的机械加工工艺路线(包括工序名称、加工方法、定位基准),已知该零件毛坯为铸件(孔未铸出),
试拟订下图所示零件的机械加工工艺路线(包括工序名称、加工方法、定位基准),已知该零件毛坯为铸件(孔未铸出),成批生产。

第4题
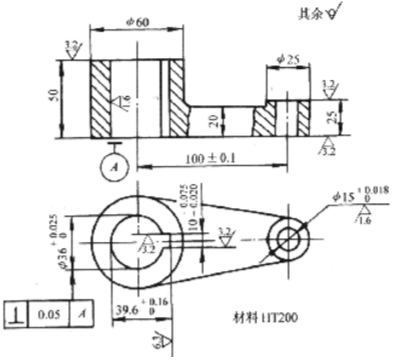
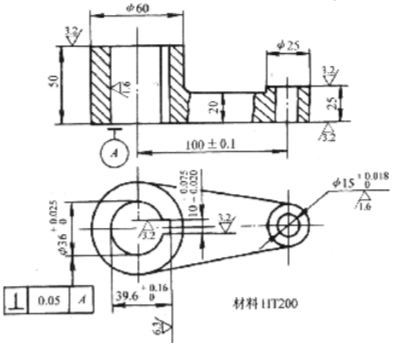
试拟定图(a)所示零件的机械加工工艺路线(包括工序名称、加工方法、定位基准及夹压位置,并以工序图表示)已知该
试拟定图(a)所示零件的机械加工工艺路线(包括工序名称、加工方法、定位基准及夹压位置,并以工序图表示)已知该工件的毛坯为铸件(孔未铸出),生产规模为成批生产。
第5题
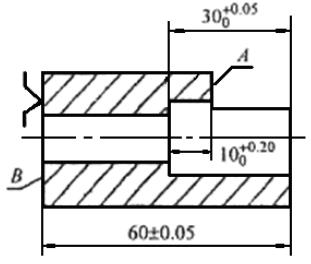
下图a所示工件,成批生产时以端面B定位加工表面A,保证尺寸φ100+0.20mm,试标注铣此缺口时的工序尺寸及公差。
下图a所示工件,成批生产时以端面B定位加工表面A,保证尺寸φ100+0.20mm,试标注铣此缺口时的工序尺寸及上、下偏差。

第8题
在成批生产条件下,加工如下图所示零件,其机械加工工艺过程如下所述: (1)在车床上加工整批工件的小端端面、
在成批生产条件下,加工如下图所示零件,其机械加工工艺过程如下所述:
(1)在车床上加工整批工件的小端端面、小端外圆(粗车、半精车)、台阶面、退刀槽、小端孔(粗车、精车)、内外倒角;
(2)调头,在同一台车床上加工整批工件的大端端面、大端外圆及倒角;
(3)在立式钻床上利用分度夹具加工四个螺纹孔;
(4)在外圆磨床上粗、精磨φ120h6外圆。
试列出其工艺过程的组成,并确定各工序的定位基准,画出各工序的工序简图,用符号 标明加工面、
标明加工面、 标明定位基准面,用数字注明所消除的不定度(自由度)数,其他用文字说明,工艺过程分析到工步。
标明定位基准面,用数字注明所消除的不定度(自由度)数,其他用文字说明,工艺过程分析到工步。

















