 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[单选题]
某加工件批量n=4件,需顺序经过4道工序加工,各工序的加工时间分别为:t1=10分钟,t2=15分钟,t3=15分钟,t4=10分钟,若各工序按单件流,单个传递,则该批加工件的加工周期为()分钟
A.240
B.50
C.200
D.95
查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
A.240
B.50
C.200
D.95
如果结果不匹配,请 联系老师 获取答案
 更多“某加工件批量n=4件,需顺序经过4道工序加工,各工序的加工时…”相关的问题
更多“某加工件批量n=4件,需顺序经过4道工序加工,各工序的加工时…”相关的问题
A.110分钟
B.115分钟
C.125分钟
D.200分钟
A.110分钟
B.115分钟
C.125分钟
D.200分钟
A.105
B.115
C.125
D.145
工能力如表6-14所示(加工时间为零表示该产品不需这道工序).为使该厂获得最大利润,应如何安排各种产品的日产量?

(1)建立上述问题的线性规划模型.
(2)用单纯形法求出最优生产方案.
(3)在保持现行最优基不变的条件下,各道工序的加工能力分别增加的最大增加量是多少?
(4)如果允许增加其中一道工序的加工能力,应选哪一道工序?为什么?
(5)假若需要添加第Ⅳ道工序,甲、乙、丙产品每件所需此工序的加工时间分别为4,1,2分钟,该厂对这道工序的加工能力是每天548分钟,试求新的最优生产方案.
(6)厂方考虑增加一种新产品,设每件新产品所需Ⅰ,Ⅱ,Ⅲ道工序的加工时间分别为3,2,4分钟,每件新产品的利润是9元,问新产品是否值得投产?若值得,各种产品的生产量应如何调整?总利润能增加多少?
工件在工序间的移动方式、特点以及加工周期计算方法。
(1) 顺序移动方式特点:每批零件在前道工序全部完成之后,再整批地转送到后道工序,
为了使问题讨论简化,将工序间的运输时间和辅助时间忽略不计。该批零件的加工周期T顺为:
 设:n=5,m=4,t1=10min,t2=4min,t3=12min,t4=8min,则T顺=5×(10+4+12+8)min=170min
设:n=5,m=4,t1=10min,t2=4min,t3=12min,t4=8min,则T顺=5×(10+4+12+8)min=170min
(2) 平行移动方式特点:一批零件中的每个零件在前道工序完成之后,立即转移到后道工序上继续加工,如图10-9所示。零件平行移动的加工周期为:
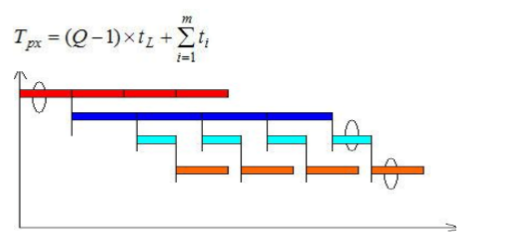
式中,tL为最长的单件工序时间。
将前例数据代入公式,可得:

计算其加工周期。(2)采用顺序移动方式计算其加工周期。(3)采用平行顺序移动方式计算加工周期。
















