

 如果结果不匹配,请
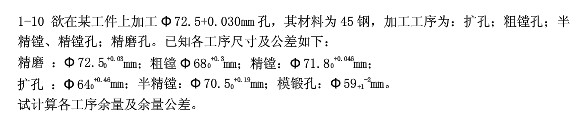
如果结果不匹配,请 
 更多“应先粗磨内孔并留()mm余量,磨好阶台端面后再精磨内孔”相关的问题
更多“应先粗磨内孔并留()mm余量,磨好阶台端面后再精磨内孔”相关的问题
第2题
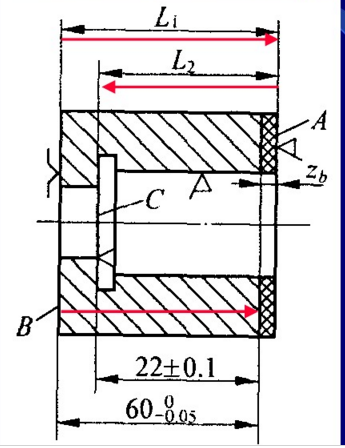
下图所示工件的部分工艺过程为:以端面B及外圆定位粗车端面A,留精车余量0.4-0.05+0.05mm,镗内孔至C面。然后以
下图所示工件的部分工艺过程为:以端面B及外圆定位粗车端面A,留精车余量0.4-0.05+0.05mm,镗内孔至C面。然后以尺寸60-0.050mm定距装刀精车端面A。孔的深度要求为22±0.10mm。试求粗车端面A及镗内孔深度的工序尺寸L1、L2及其公差。
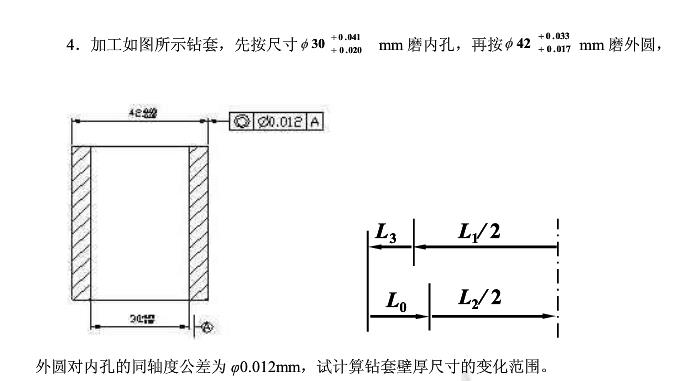
第4题
在加工精密齿轮时,用高频淬火把齿面淬硬后需进行磨齿,则较合理的加工方案是()。
A、以齿轮内孔为基准定位磨齿
B、以齿面为基准定位磨内孔,再以内孔为基准定位磨齿面
C、以齿面定位磨齿面
D、以齿轮外圆为基准定位磨齿面
第5题
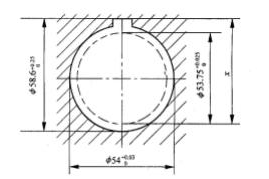
下图为在齿轮上加工内孔和键槽的有关尺寸,其加工顺序如下: (1)拉内孔至D1=φ53.750+0.025mm; (2)拉键槽保
下图为在齿轮上加工内孔和键槽的有关尺寸,其加工顺序如下:
(1)拉内孔至D1=φ53.750+0.025mm;
(2)拉键槽保证尺寸x,这时的工序尺寸只能从留有磨削余量的内孔下母线标注;
(3)热处理(不考虑热处理后内孔的变形误差);
(4)磨内孔,保证设计尺寸D=φ540+0.03mm,考虑到磨孔后的中心(磨孔时是以齿轮节圆来定位的)不可能与拉孔中心重合,设同轴度误差为0.03mm,即e=0±0.03mm。试求拉键槽的工序尺寸x。
第6题
如图所示齿轮内孔,加工工艺过程为:先粗镗孔至mm,插键槽后,再精镗孔尺寸至mm,并同时保证键槽深度尺寸mm。试求
如图所示齿轮内孔,加工工艺过程为:先粗镗孔至 mm,插键槽后,再精镗孔尺寸至
mm,插键槽后,再精镗孔尺寸至 mm,并同时保证键槽深度尺寸
mm,并同时保证键槽深度尺寸 mm。试求插键槽工序中的工序尺寸A及其误差。
mm。试求插键槽工序中的工序尺寸A及其误差。

第8题
某导柱的材料为40钢,外圆表面要达到IT6级精度,Ra0.8μm,则加工方案可选( )。
A.粗车—半精车—粗磨—精磨
B.粗车—半精车—精车
C.粗车—半精车—粗磨
D.粗车—粗磨—半精车—精磨















