 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
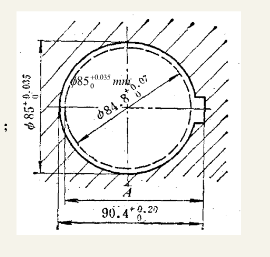
图所示孔及其键槽的加工顺序如下:首先按工序尺寸mm镗孔,再按工序尺寸A插键槽,然后热处理,之后按图样上标注
图所示孔及其键槽的加工顺序如下:首先按工序尺寸 镗孔,再按工序尺寸A插键槽,然后热处理,之后按图样上标注的孔尺寸
镗孔,再按工序尺寸A插键槽,然后热处理,之后按图样上标注的孔尺寸 磨孔。孔完工后要求键槽深度符合图样上标注的尺寸
磨孔。孔完工后要求键槽深度符合图样上标注的尺寸 mm的要求。试用极值法解尺寸链,确定工序尺寸A的极限尺寸。
mm的要求。试用极值法解尺寸链,确定工序尺寸A的极限尺寸。
查看答案

 如果结果不匹配,请 联系老师 获取答案
如果结果不匹配,请 联系老师 获取答案

 更多“图所示孔及其键槽的加工顺序如下:首先按工序尺寸mm镗孔,再按…”相关的问题
更多“图所示孔及其键槽的加工顺序如下:首先按工序尺寸mm镗孔,再按…”相关的问题


 mm,插键槽后,再精镗孔尺寸至
mm,插键槽后,再精镗孔尺寸至 mm,并同时保证键槽深度尺寸
mm,并同时保证键槽深度尺寸 mm。试求插键槽工序中的工序尺寸A及其误差。
mm。试求插键槽工序中的工序尺寸A及其误差。

 ,插键槽后,再精镗孔尺寸至
,插键槽后,再精镗孔尺寸至 ,并同时保证键槽深度尺寸
,并同时保证键槽深度尺寸 。试求插键槽工序中的工序尺寸A及其误差。
。试求插键槽工序中的工序尺寸A及其误差。
 ,插键槽后,再精镗孔尺寸至
,插键槽后,再精镗孔尺寸至 ,并同时保证键槽深度尺寸
,并同时保证键槽深度尺寸 ,试求插键槽工序中的工序尺寸A及其误差。
,试求插键槽工序中的工序尺寸A及其误差。

 ,再按工序尺寸A2铣键槽,热处理,最后粗、精磨外圆至尺寸
,再按工序尺寸A2铣键槽,热处理,最后粗、精磨外圆至尺寸 ,完工后要求键槽深度为
,完工后要求键槽深度为 。试画出尺寸链简图,并区分封闭环、增环、减环,计算工序尺寸A2及其极限偏差。
。试画出尺寸链简图,并区分封闭环、增环、减环,计算工序尺寸A2及其极限偏差。
 ,再按工序尺寸A2铣键槽,热处理,最后粗、精磨外圆至尺寸
,再按工序尺寸A2铣键槽,热处理,最后粗、精磨外圆至尺寸 ,完工后要求键槽深度为
,完工后要求键槽深度为 。试画出尺寸链简图,并区分封闭环、增环、减环,计算工序尺寸A2及其极限偏差。
。试画出尺寸链简图,并区分封闭环、增环、减环,计算工序尺寸A2及其极限偏差。
















