 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[单选题]
加工带有键槽的传动轴,材料为45钢并需淬火处理,表面精度要求为Ra0.8um,其加工工艺为()。
A.粗车-铣-磨-热处理
B.粗车-精车-铣-热理处理-粗磨-精磨
C.车-磨-铣-热处理
D.车-热处理-磨-铣
查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
A.粗车-铣-磨-热处理
B.粗车-精车-铣-热理处理-粗磨-精磨
C.车-磨-铣-热处理
D.车-热处理-磨-铣
如果结果不匹配,请 联系老师 获取答案
 更多“加工带有键槽的传动轴,材料为45钢并需淬火处理,表面精度要求…”相关的问题
更多“加工带有键槽的传动轴,材料为45钢并需淬火处理,表面精度要求…”相关的问题
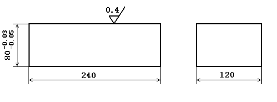
单件加工如下图所示工件,材料为45钢,若底平面已加工好,现欲加工上平面,其尺寸为80-0.05-0.03mm,表面粗糙度为Ra0.4um。若平面的加工工艺过程是:粗铣—精铣—粗磨—精磨。试求各工序的工序尺寸及其公差。
某零件上有一孔φ600+0.03mm,表面粗糙度为Ra1.6um,孔长60mm,材料45钢,热处理淬火42HRC,毛坯为锻件。设孔的加工工艺过程是:①粗镗;②半精镗;③热处理;④磨孔。试求各工序尺寸及其公差。
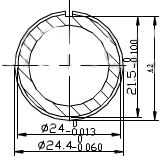
如图所示花键套筒,其加工工艺过程为:先粗、精车外圆至尺寸 ,再按工序尺寸A2铣键槽,热处理,最后粗、精磨外圆至尺寸
,再按工序尺寸A2铣键槽,热处理,最后粗、精磨外圆至尺寸 ,完工后要求键槽深度为
,完工后要求键槽深度为 。试画出尺寸链简图,并区分封闭环、增环、减环,计算工序尺寸A2及其极限偏差。
。试画出尺寸链简图,并区分封闭环、增环、减环,计算工序尺寸A2及其极限偏差。
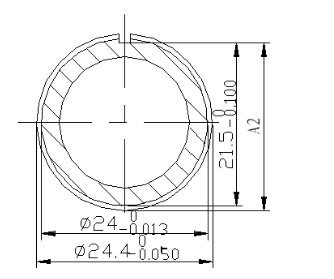
如图所示花键套筒,其加工工艺过程如下:先粗、精车外圆至尺寸 ,再按工序尺寸A2铣键槽,热处理,最后粗、精磨外圆至尺寸
,再按工序尺寸A2铣键槽,热处理,最后粗、精磨外圆至尺寸 ,完工后要求键槽深度为
,完工后要求键槽深度为 。试画出尺寸链简图,并区分封闭环、增环、减环,计算工序尺寸A2及其极限偏差。
。试画出尺寸链简图,并区分封闭环、增环、减环,计算工序尺寸A2及其极限偏差。
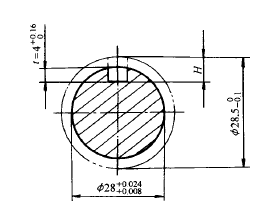
图为齿轮轴截面图,要求保证轴径尺寸 和键槽深
和键槽深 。其工艺过程为:1)车外圆至
。其工艺过程为:1)车外圆至 ;2)铣键槽槽深至尺寸H;3)热处理;4)磨外圆至尺寸。试求工序尺寸H及其极限偏差。
;2)铣键槽槽深至尺寸H;3)热处理;4)磨外圆至尺寸。试求工序尺寸H及其极限偏差。
有一个45钢制造的变速箱齿轮,其加工工序为:下料→锻造→正火→粗机加工(车)→调质→精机加工(车、插)→高频表面淬火→低温回火→磨加工。说明各热处理工序的目的及使用状态下的组织。
用20号钢制作一要求耐磨的小轴(直径20mm),其工艺路线为:下料→锻造→正火→机加工(车)→渗碳→淬火→低温回火→磨加工。说明各热处理工序的目的及使用状态下的组织。
用15钢制作要求耐磨的小轴(直径20mm),其工艺路线为:下料→锻造→正火→机加工→渗碳→淬火+低温回火→磨加工。说明其中热处理工序的目的及使用状态下的组织。
(A)粗车-精车-磨削
(B)粗铣-精铣
(C)粗车-精车—超精车
(D)粗磨—精磨
A.粗车-半精车-粗磨-精磨-研磨
B.粗车-半精车-粗磨-精磨
C.粗车-半精车-精车-精细车
D.粗车-半精车-粗磨-精细车
















