如果结果不匹配,请
如果结果不匹配,请 
 更多“国内线切割程序常用格式有3B(个别扩充为4B或5B)格式和I…”相关的问题
更多“国内线切割程序常用格式有3B(个别扩充为4B或5B)格式和I…”相关的问题
第4题
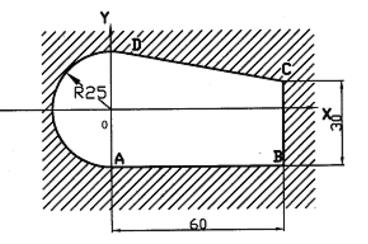
用3B代码格式编制如图5-2所示凸模线切割程序,切割起点为O,引入段长度OA=5mm,加工顺序O→A→B→C→D→A→D,选用钼
用3B代码格式编制如图5-2所示凸模线切割程序,切割起点为O,引入段长度OA=5mm,加工顺序O→A→B→C→D→A→D,选用钼丝直径为φ0.12mm,单边放电间隙δ=0.01mm。(尖角处不需加过渡圆弧)

第5题
编制如图4-2所示凸模线切割程序,采用3B代码格式,穿丝孔为O点,加工顺序O→A→B→C→D→E→F→A→O,选用钼丝直径为φ0.
编制如图4-2所示凸模线切割程序,采用3B代码格式,穿丝孔为O点,加工顺序O→A→B→C→D→E→F→A→O,选用钼丝直径为φ0.18mm,单边放电间隙δ=0.01mm。(尖角处不需加过渡圆弧)

第6题
编制如图6-2所示凹模线切割程序,采用3B代码格式,穿丝孔为O点,加工顺序O→A→B→C→D→E→F→A→O,选用钼丝直径为φ0.
编制如图6-2所示凹模线切割程序,采用3B代码格式,穿丝孔为O点,加工顺序O→A→B→C→D→E→F→A→O,选用钼丝直径为φ0.18mm,单边放电间隙δ=0.01mm。(尖角处不需加过渡圆弧)