 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[单选题]
在材料为45#的工件上加工一个Φ40H7的孔(没有底孔)要求Ra=0.4,表面要求淬火处理,则合理的加工路线为()。
A.钻-扩-粗铰-精铰
B.钻-扩-精镗-金刚镗
C.钻-扩-粗磨-精磨
D.钻-粗拉-精拉
查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
A.钻-扩-粗铰-精铰
B.钻-扩-精镗-金刚镗
C.钻-扩-粗磨-精磨
D.钻-粗拉-精拉
如果结果不匹配,请 联系老师 获取答案
 更多“在材料为45#的工件上加工一个Φ40H7的孔(没有底孔)要求…”相关的问题
更多“在材料为45#的工件上加工一个Φ40H7的孔(没有底孔)要求…”相关的问题
工件材料为15钢,经磨削加工后要求表面粗糙度达Ra=0.04μm是否合理?若要满足此加工要求,应采取哪些措施?
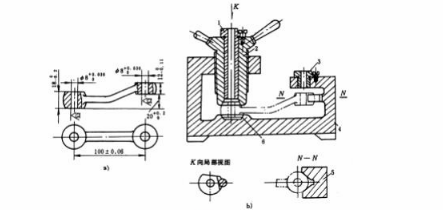
有一批如下图a所示的工件,其上下四个端面均已加工合格。现用图b所示的钻模装夹加工两平行孔φ80+0.036mm,要求保证两孔平行度为100:0.06。试分析该钻模存在的主要问题(工件其余表面为毛面)。
某零件上有一孔φ600+0.03mm,表面粗糙度为Ra1.6um,孔长60mm,材料45钢,热处理淬火42HRC,毛坯为锻件。设孔的加工工艺过程是:①粗镗;②半精镗;③热处理;④磨孔。试求各工序尺寸及其公差。
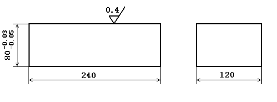
单件加工如下图所示工件,材料为45钢,若底平面已加工好,现欲加工上平面,其尺寸为80-0.05-0.03mm,表面粗糙度为Ra0.4um。若平面的加工工艺过程是:粗铣—精铣—粗磨—精磨。试求各工序的工序尺寸及其公差。
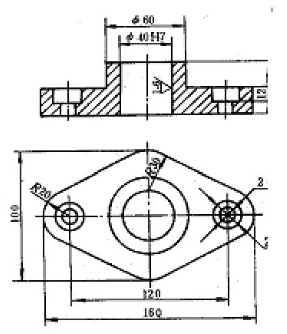
加工如图所示零件中各孔,工件材料为HT300,使用刀具T01为镗孔刀,T02为 14钻头,T03为22锪钻。
14钻头,T03为22锪钻。
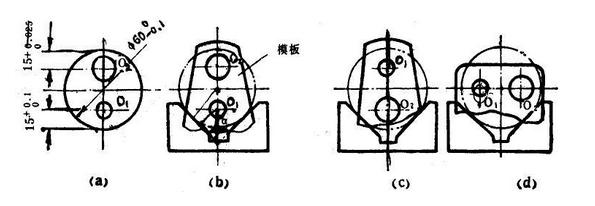
有一批工件,如图(a)所示,采用钻模夹具钻削工件上Φ5mm(O1)和Φ8mm(O2)两孔,除保证图纸尺寸要求外,还要求保证两孔联心线通过 (D)的轴线,其偏移量公差为0.08mm。现采用如图(b)、(c)、(d)三种定位方案,若定位误差不得大于加工允差的1/2。试问这三种定位方案是否都可行(α=90°)。
(D)的轴线,其偏移量公差为0.08mm。现采用如图(b)、(c)、(d)三种定位方案,若定位误差不得大于加工允差的1/2。试问这三种定位方案是否都可行(α=90°)。
图示为某工件定位方案。试分析加工O1孔时,能否满足加工要求,若定位方案不变,如何减小定位误差?

















