题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
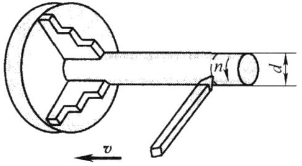
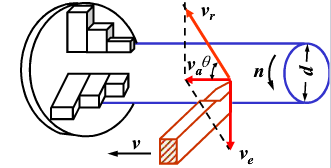
用主偏角kr=45°的车刀车外圆时,工件加工前的直径为dw=60mm,加工后的直径为dm =50mm,工件的转速为n=240r/min
用主偏角kr=45°的车刀车外圆时,工件加工前的直径为dw=60mm,加工后的直径为dm=50mm,工件的转速为n=240r/min,刀具沿工件的轴向进给速度是vf= 96mm/min。试求f、an、vc。
查看答案

 如果结果不匹配,请 联系老师 获取答案
如果结果不匹配,请 联系老师 获取答案

 更多“用主偏角kr=45°的车刀车外圆时,工件加工前的直径为dw=…”相关的问题
更多“用主偏角kr=45°的车刀车外圆时,工件加工前的直径为dw=…”相关的问题
 70mm,加工长度为400mm ;加工后工件尺寸为
70mm,加工长度为400mm ;加工后工件尺寸为 ,表面粗糙度为Ra3.2μm;工件材料为40Cr
,表面粗糙度为Ra3.2μm;工件材料为40Cr ;采用焊接式硬质合金外圆车刀(牌号为YT15),刀杆截面尺寸为16mm×25mm,刀具切削部分几何参数为:
;采用焊接式硬质合金外圆车刀(牌号为YT15),刀杆截面尺寸为16mm×25mm,刀具切削部分几何参数为:
 ,
,
 20mm的小轴,轴长l=30mm(工件材料为45钢),刀具材料用YT15,切削速度υ=100m/min,走刀量f=0.3mm/r,试求加工500件后由于刀具磨损引起的工件直径误差是多少?
20mm的小轴,轴长l=30mm(工件材料为45钢),刀具材料用YT15,切削速度υ=100m/min,走刀量f=0.3mm/r,试求加工500件后由于刀具磨损引起的工件直径误差是多少?