题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
已知某一圆盘形零件的加工要求如图1.12—14所示。加工顺序为先车外圆mm;再镗孔mm;镗孔后测量尺寸A。要求保证尺
已知某一圆盘形零件的加工要求如图1.12—14所示。加工顺序为先车外圆 mm;再镗孔
mm;再镗孔 mm;镗孔后测量尺寸A。要求保证尺寸(40±0.08)mm的技术要求,尺寸A的基本尺寸和极限偏差应为多少?
mm;镗孔后测量尺寸A。要求保证尺寸(40±0.08)mm的技术要求,尺寸A的基本尺寸和极限偏差应为多少?
查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
已知某一圆盘形零件的加工要求如图1.12—14所示。加工顺序为先车外圆mm;再镗孔mm;镗孔后测量尺寸A。要求保证尺寸(40±0.08)mm的技术要求,尺寸A的基本尺寸和极限偏差应为多少?
如果结果不匹配,请 联系老师 获取答案
 更多“已知某一圆盘形零件的加工要求如图1.12—14所示。加工顺序…”相关的问题
更多“已知某一圆盘形零件的加工要求如图1.12—14所示。加工顺序…”相关的问题
图为齿轮轴截面图,要求保证轴径尺寸 和键槽深
和键槽深 。其工艺过程为:1)车外圆至
。其工艺过程为:1)车外圆至 ;2)铣键槽槽深至尺寸H;3)热处理;4)磨外圆至尺寸。试求工序尺寸H及其极限偏差。
;2)铣键槽槽深至尺寸H;3)热处理;4)磨外圆至尺寸。试求工序尺寸H及其极限偏差。

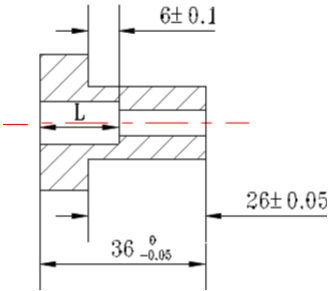
如图2.3-1所示零件,加工时图纸要求保证尺寸(6±0.1)mm,因这一尺寸不便测量,只好度量尺寸A4来间接保证,试求工序尺寸L及其极限偏差。已知L2=(26±0.05)mm。
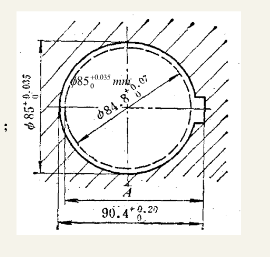
图所示孔及其键槽的加工顺序如下:首先按工序尺寸 镗孔,再按工序尺寸A插键槽,然后热处理,之后按图样上标注的孔尺寸
镗孔,再按工序尺寸A插键槽,然后热处理,之后按图样上标注的孔尺寸 磨孔。孔完工后要求键槽深度符合图样上标注的尺寸
磨孔。孔完工后要求键槽深度符合图样上标注的尺寸 mm的要求。试用极值法解尺寸链,确定工序尺寸A的极限尺寸。
mm的要求。试用极值法解尺寸链,确定工序尺寸A的极限尺寸。
某套筒的尺寸标注如图1.12-5所示,试计算其壁厚。已知其加工过程为先车外圆至尺寸 mm,再钻孔至尺寸
mm,再钻孔至尺寸 mm,内孔对外圆的同轴度公差为φ0.02mm。
mm,内孔对外圆的同轴度公差为φ0.02mm。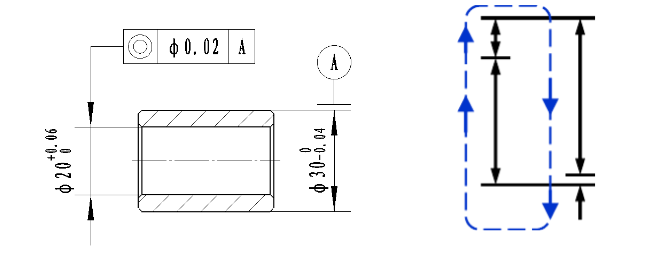
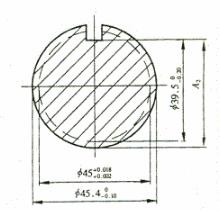
参看图,设计上要求轴的直径和键槽深度完工后尺寸分别为φ45.6。-0.1mm和φ39.5。-0.02mm。该轴的加工顺序如下:先按工序尺寸φ2024。-0.080mm车外圆,再按工序尺寸A铣键槽,淬火后,磨外圆至设计上所要求的轴径,并得到设计上所要求的轴键槽深度。试计算工序尺寸A及其极限偏差。


如图所示齿轮内孔,加工工艺过程为:先粗镗孔至 mm,插键槽后,再精镗孔尺寸至
mm,插键槽后,再精镗孔尺寸至 mm,并同时保证键槽深度尺寸
mm,并同时保证键槽深度尺寸 mm。试求插键槽工序中的工序尺寸A及其误差。
mm。试求插键槽工序中的工序尺寸A及其误差。

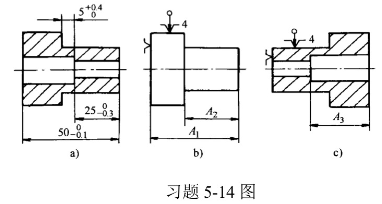
加工习题14图所示零件有关端面,要求保证轴向尺寸 mm,
mm, mm和
mm和 mm。习题14图b,c是加工上述有关端面的工序草图,试求工序尺寸A1、A2、A3及其极限偏差。
mm。习题14图b,c是加工上述有关端面的工序草图,试求工序尺寸A1、A2、A3及其极限偏差。