

 如果结果不匹配,请
如果结果不匹配,请 
 更多“加工尺寸精度和位置精度要求较高的键槽时,最好采用粗铣和精铣两…”相关的问题
更多“加工尺寸精度和位置精度要求较高的键槽时,最好采用粗铣和精铣两…”相关的问题
第3题
加工带有键槽的传动轴,材料为45钢并需淬火处理,表面精度要求为Ra0.8um,其加工工艺为()。
A.粗车-铣-磨-热处理
B.粗车-精车-铣-热理处理-粗磨-精磨
C.车-磨-铣-热处理
D.车-热处理-磨-铣
第4题
当有色金属(如铜、铝等)的轴类零件外圆表面要求尺寸精度较高、表面粗糙度值较低时,一般只能采用
的加工方案为()
点击查看答案
(A)粗车-精车-磨削
(B)粗铣-精铣
(C)粗车-精车—超精车
(D)粗磨—精磨
第5题
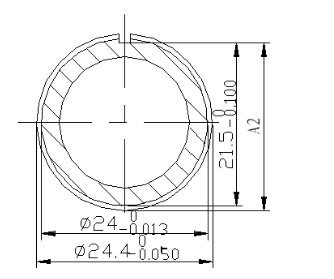
如图所示花键套筒,其加工工艺过程如下:先粗、精车外圆至尺寸,再按工序尺寸A2铣键槽,热处理,最后粗、精磨外圆
如图所示花键套筒,其加工工艺过程如下:先粗、精车外圆至尺寸 ,再按工序尺寸A2铣键槽,热处理,最后粗、精磨外圆至尺寸
,再按工序尺寸A2铣键槽,热处理,最后粗、精磨外圆至尺寸 ,完工后要求键槽深度为
,完工后要求键槽深度为 。试画出尺寸链简图,并区分封闭环、增环、减环,计算工序尺寸A2及其极限偏差。
。试画出尺寸链简图,并区分封闭环、增环、减环,计算工序尺寸A2及其极限偏差。
第7题
如图所示花键套筒,其加工工艺过程为:先粗、精车外圆至尺寸mm,再按工序尺寸A2铣键槽,热处理,最后粗、精磨外圆
如图所示花键套筒,其加工工艺过程为:先粗、精车外圆至尺寸 ,再按工序尺寸A2铣键槽,热处理,最后粗、精磨外圆至尺寸
,再按工序尺寸A2铣键槽,热处理,最后粗、精磨外圆至尺寸 ,完工后要求键槽深度为
,完工后要求键槽深度为 。试画出尺寸链简图,并区分封闭环、增环、减环,计算工序尺寸A2及其极限偏差。
。试画出尺寸链简图,并区分封闭环、增环、减环,计算工序尺寸A2及其极限偏差。
第8题
铣尺寸精度要求较高的平行面时,需在粗铣后再进行一次半精铣,余量以()左右为宜。
铣尺寸精度要求较高的平行面时,需在粗铣后再进行一次半精铣,余量以()左右为宜。
点击查看答案
A . 0.1mm
B . 0.2mm
C . 0.5mm
D . 1mm
第10题
选择铣刀刀片时,为降低成本和保证加工精度,下列说法正确的是()。
A.粗精铣都用磨制刀片
B.粗铣用压制刀片、精铣用磨制刀片
C.精铣用压制刀片、粗铣用磨制刀片
D.粗精铣都用压制刀片















