题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
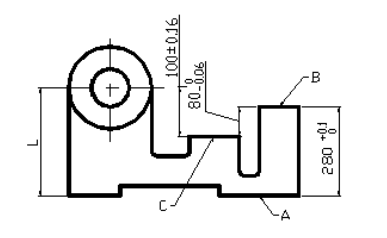
如图所示零件,镗孔前表面A,B,C已经过加工。镗孔时,为使工件装夹方便,选择A面为定位基准,并按工序尺寸L进行加工。为保证镗孔后尺寸100±0.16符合图样规定的要求,试确定镗孔工序尺寸L。
查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
 更多“如图所示零件,镗孔前表面A,B,C已经过加工。镗孔时,为使工…”相关的问题
更多“如图所示零件,镗孔前表面A,B,C已经过加工。镗孔时,为使工…”相关的问题
如下图所示,镗削零件上的孔。空的设计基准是C面,设计尺寸为(100+0.15)mm。为装夹方便,以A面为基准,按工序尺寸L调整车床,A面、B面前道工序已加工,求工序尺寸L。

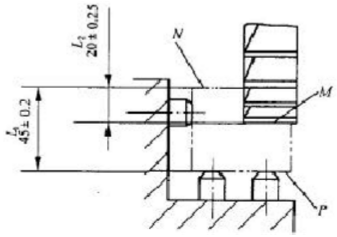
图所示为加工工件的M面时的定位情况。N面、P面已在前工序加工完毕,L1=(45±0.2)mm,定位基准为P面,工序尺寸为L2=(20±0.25)mm,工序基准为N面。试计算定位误差,并分析能否满足工序要求。
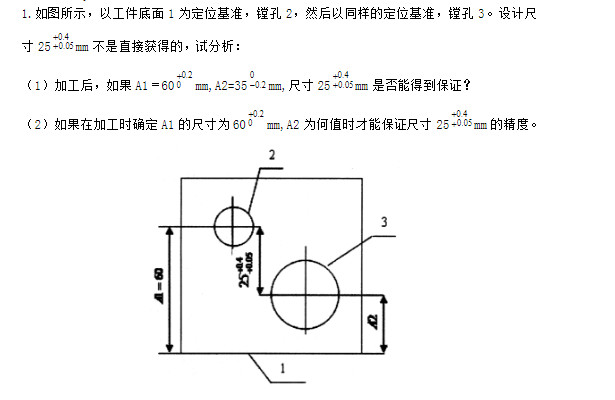
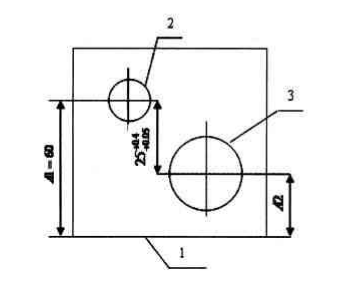
如下图a所示,以工件底面1为定位基准,镗孔2,然后以同样的定位基准镗孔3。设计尺寸250.05+0.4mm不是直接获得的,试分析:
(1)加工后,如果A1=600+0.2mm,A2=35-0.20mm,尺寸250.05+0.4mm是否能得到保证?
(2)如果在加工时确定A1的尺寸为600+0.2mm,A2为何值时才能保证尺寸250.05+0.4mm的精度?
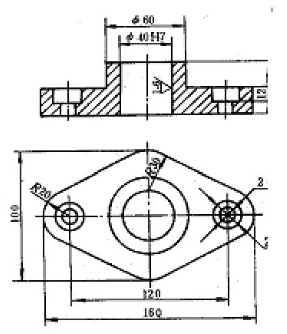
加工如图所示零件中各孔,工件材料为HT300,使用刀具T01为镗孔刀,T02为 14钻头,T03为22锪钻。
14钻头,T03为22锪钻。
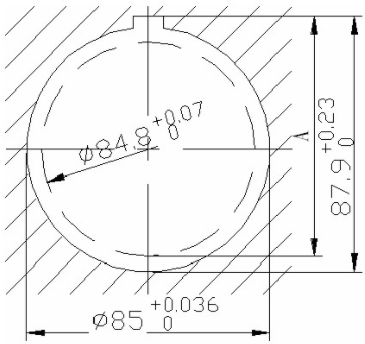
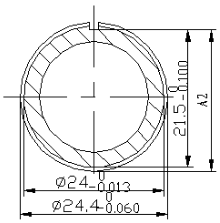
如图所示齿轮内孔,加工工艺过程为:先粗镗孔至 mm,插键槽后,再精镗孔尺寸至
mm,插键槽后,再精镗孔尺寸至 mm,并同时保证键槽深度尺寸
mm,并同时保证键槽深度尺寸 mm。试求插键槽工序中的工序尺寸A及其误差。
mm。试求插键槽工序中的工序尺寸A及其误差。
如图所示齿轮内孔,加工工艺过程如下:先粗镗孔至
 ,插键槽后,再精镗孔尺寸至
,插键槽后,再精镗孔尺寸至 ,并同时保证键槽深度尺寸
,并同时保证键槽深度尺寸 。试求插键槽工序中的工序尺寸A及其误差。
。试求插键槽工序中的工序尺寸A及其误差。
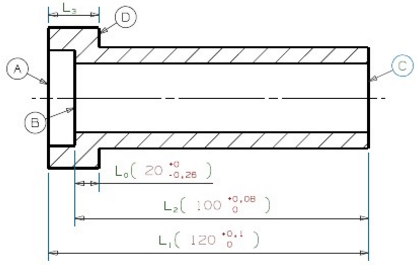
下图所示零件A、B、C、面均已加工完毕,现欲以调整法加工D面,并选端面A为定位基准,且按工序尺寸L3对刀进行加工。为保证车削过D面后间接获得的尺寸L0能符合图样规定的要求,必须将L3的加工误差控制在一定范围内,试求工序尺寸L3及其极限偏差。