
 如果结果不匹配,请
如果结果不匹配,请 
 更多“某零件的最终尺寸要求如下图a所示,其加工顺序如图b所示。求钻…”相关的问题
更多“某零件的最终尺寸要求如下图a所示,其加工顺序如图b所示。求钻…”相关的问题

第2题
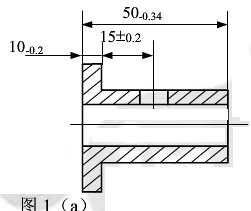
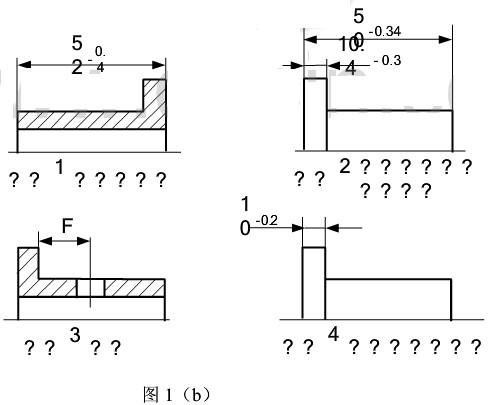
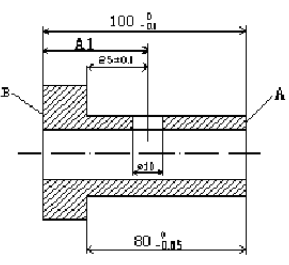
加工如下图所示轴套零件,其部分工序如下: 工序5 精车小端外圆、端面及肩面; 工序10 钻孔; 工序15 热处理;
加工如下图所示轴套零件,其部分工序如下:
工序5 精车小端外圆、端面及肩面;
工序10 钻孔;
工序15 热处理;
工序20 磨孔及底面;
工序25 磨小端外圆及肩面。试求工序尺寸A、B及其极限偏差。
第3题
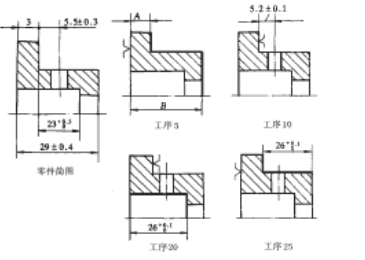
针阀体零件的工件图和部分加工工序如下图a~d图所示。在第三道工序精磨端面时有多尺寸保证问题。由于端面要求
高,其精加工安排在最后。但只能标注一个尺寸,其他尺寸则要通过换算来间接保证。试求工序尺寸L和精磨余量Z的数值。
第4题
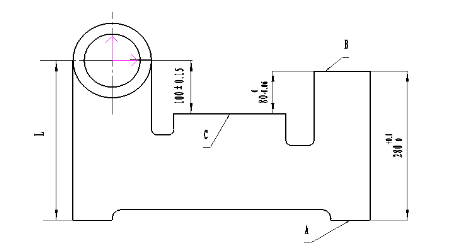
如下图所示,镗削零件上的孔。空的设计基准是C面,设计尺寸为(100+0.15)mm。为装夹方便,以A面为基准,按工序尺寸
如下图所示,镗削零件上的孔。空的设计基准是C面,设计尺寸为(100+0.15)mm。为装夹方便,以A面为基准,按工序尺寸L调整车床,A面、B面前道工序已加工,求工序尺寸L。
第6题
加工如图(a)所示零件,在工件上欲铣削一缺口,保证尺寸mm。现采用图(b)、(c)所示两种定位方案。试计算各定位误差
加工如图(a)所示零件,在工件上欲铣削一缺口,保证尺寸 。现采用图(b)、(c)所示两种定位方案。试计算各定位误差并分析能否满足加工要求。若不能满足工序要求,请提出改进方案。
。现采用图(b)、(c)所示两种定位方案。试计算各定位误差并分析能否满足加工要求。若不能满足工序要求,请提出改进方案。

第7题
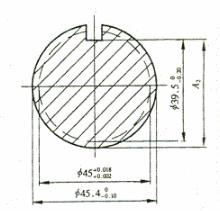
已知某一圆盘形零件的加工要求如图1.12—14所示。加工顺序为先车外圆mm;再镗孔mm;镗孔后测量尺寸A。要求保证尺
已知某一圆盘形零件的加工要求如图1.12—14所示。加工顺序为先车外圆 mm;再镗孔
mm;再镗孔 mm;镗孔后测量尺寸A。要求保证尺寸(40±0.08)mm的技术要求,尺寸A的基本尺寸和极限偏差应为多少?
mm;镗孔后测量尺寸A。要求保证尺寸(40±0.08)mm的技术要求,尺寸A的基本尺寸和极限偏差应为多少?
第8题
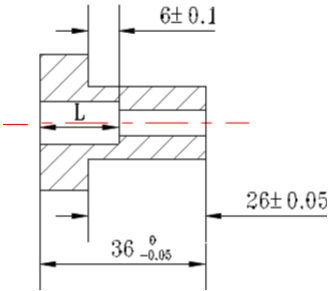
如图2.3-1所示零件,加工时图纸要求保证尺寸A3=(6±0.1)mm,因这一尺寸不便测量,只好度量尺寸A4来间接保证,试
如图2.3-1所示零件,加工时图纸要求保证尺寸(6±0.1)mm,因这一尺寸不便测量,只好度量尺寸A4来间接保证,试求工序尺寸L及其极限偏差。已知L2=(26±0.05)mm。
第9题
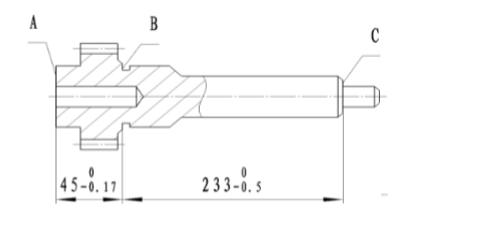
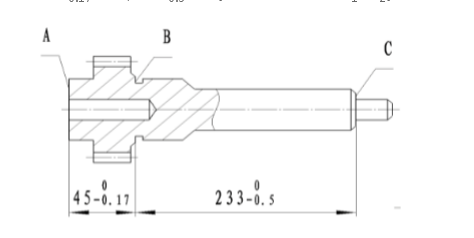
采用火花磨削方法加工某齿轮轴的端面如下图所示,其前后有关的工序为: (1)精车工序,以精车过的A面为基准精
采用火花磨削方法加工某齿轮轴的端面如下图所示,其前后有关的工序为:
(1)精车工序,以精车过的A面为基准精车B面,保持工序尺寸L1;精车C面,保持工序尺寸L2。
(2)在热处理后的磨削工序中,对B面进行磨削,控制磨削余量为Z=0.1+0.02mm,要求满足设计尺寸45-0.170mm、233-0.50mm。求车削工序的尺寸L1和L2。