题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[主观题]
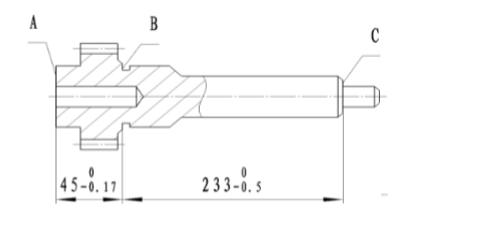
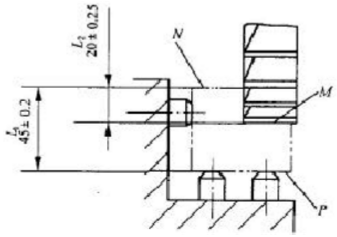
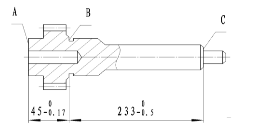
采用火花磨削方法加工某齿轮轴的端面如图(a)所示,其前后有关的工序为: (1)精车工序,以精车过的A面为基准精
采用火花磨削方法加工某齿轮轴的端面如图(a)所示,其前后有关的工序为:
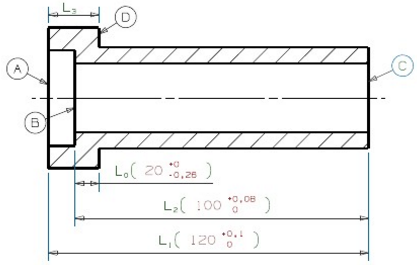
(1)精车工序,以精车过的A面为基准精车B面,保持工序尺寸L1;精车C面,保持工序尺寸L2。
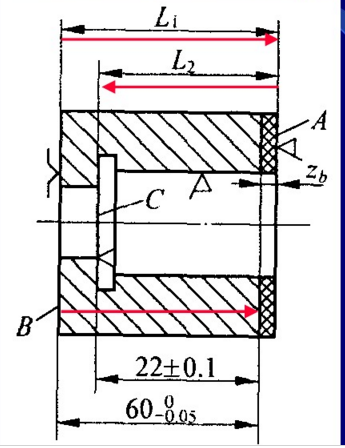
(2)在热处理后的磨削工序中,对B面进行磨削,控制磨削余量为Z=(0.1±0.02)mm。要求满足设计尺寸 和
和 。
。
求车削工序的尺寸L1和L2。
查看答案

 如果结果不匹配,请 联系老师 获取答案
如果结果不匹配,请 联系老师 获取答案

 更多“采用火花磨削方法加工某齿轮轴的端面如图(a)所示,其前后有关…”相关的问题
更多“采用火花磨削方法加工某齿轮轴的端面如图(a)所示,其前后有关…”相关的问题