如果结果不匹配,请
如果结果不匹配,请 
 更多“一般粗插深孔键槽时,键槽深度留精插余量()mm。”相关的问题
更多“一般粗插深孔键槽时,键槽深度留精插余量()mm。”相关的问题
如图所示齿轮内孔,加工工艺过程如下:先粗镗孔至
 ,插键槽后,再精镗孔尺寸至
,插键槽后,再精镗孔尺寸至 ,并同时保证键槽深度尺寸
,并同时保证键槽深度尺寸 。试求插键槽工序中的工序尺寸A及其误差。
。试求插键槽工序中的工序尺寸A及其误差。
如下图所示齿轮内孔,加工工艺过程为:先粗镗孔至 ,插键槽后,再精镗孔尺寸至
,插键槽后,再精镗孔尺寸至 ,并同时保证键槽深度尺寸
,并同时保证键槽深度尺寸 ,试求插键槽工序中的工序尺寸A及其误差。
,试求插键槽工序中的工序尺寸A及其误差。
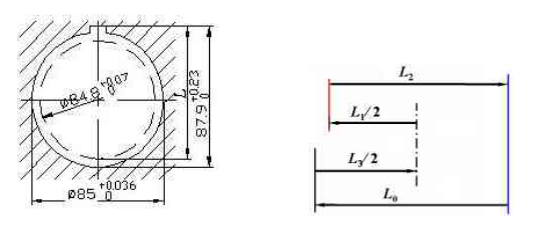
如图所示齿轮内孔,加工工艺过程为:先粗镗孔至 mm,插键槽后,再精镗孔尺寸至
mm,插键槽后,再精镗孔尺寸至 mm,并同时保证键槽深度尺寸
mm,并同时保证键槽深度尺寸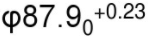 mm。试求插键槽工序中的工序尺寸A及其误差。
mm。试求插键槽工序中的工序尺寸A及其误差。
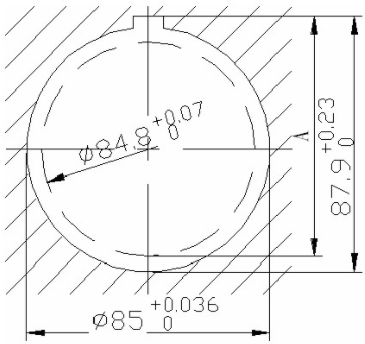
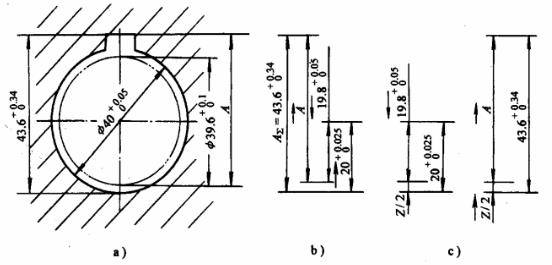
下图所示齿轮内孔孔径设计尺寸为φ400+0.05mm,键槽设计深度为43.60+0.34mm,内孔需淬硬。内孔及键槽加工顺序为(1)镗内孔至39.60+0.01mm; (2)插键槽至尺寸A;(3)淬火热处理;(4)磨内孔至设计尺寸φ400+0.05mm,同时要求保证键槽深度为43.60+0.34mm。试问:如何规定镗后的插键槽深度值A,才能最终保证得到合格产品?
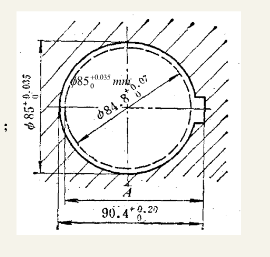
图所示孔及其键槽的加工顺序如下:首先按工序尺寸 镗孔,再按工序尺寸A插键槽,然后热处理,之后按图样上标注的孔尺寸
镗孔,再按工序尺寸A插键槽,然后热处理,之后按图样上标注的孔尺寸 磨孔。孔完工后要求键槽深度符合图样上标注的尺寸
磨孔。孔完工后要求键槽深度符合图样上标注的尺寸 mm的要求。试用极值法解尺寸链,确定工序尺寸A的极限尺寸。
mm的要求。试用极值法解尺寸链,确定工序尺寸A的极限尺寸。
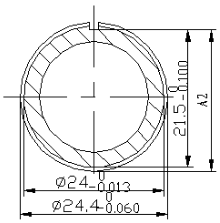
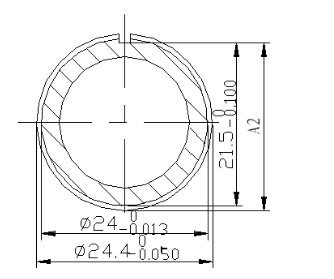
如图所示花键套筒,其加工工艺过程如下:先粗、精车外圆至尺寸 ,再按工序尺寸A2铣键槽,热处理,最后粗、精磨外圆至尺寸
,再按工序尺寸A2铣键槽,热处理,最后粗、精磨外圆至尺寸 ,完工后要求键槽深度为
,完工后要求键槽深度为 。试画出尺寸链简图,并区分封闭环、增环、减环,计算工序尺寸A2及其极限偏差。
。试画出尺寸链简图,并区分封闭环、增环、减环,计算工序尺寸A2及其极限偏差。
如图所示花键套筒,其加工工艺过程为:先粗、精车外圆至尺寸 ,再按工序尺寸A2铣键槽,热处理,最后粗、精磨外圆至尺寸
,再按工序尺寸A2铣键槽,热处理,最后粗、精磨外圆至尺寸 ,完工后要求键槽深度为
,完工后要求键槽深度为 。试画出尺寸链简图,并区分封闭环、增环、减环,计算工序尺寸A2及其极限偏差。
。试画出尺寸链简图,并区分封闭环、增环、减环,计算工序尺寸A2及其极限偏差。
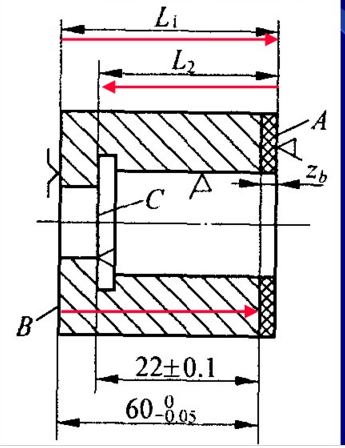
下图所示工件的部分工艺过程为:以端面B及外圆定位粗车端面A,留精车余量0.4-0.05+0.05mm,镗内孔至C面。然后以尺寸60-0.050mm定距装刀精车端面A。孔的深度要求为22±0.10mm。试求粗车端面A及镗内孔深度的工序尺寸L1、L2及其公差。