 题目内容
(请给出正确答案)
题目内容
(请给出正确答案)
[单选题]
在零件图上,旋转零件轮毂孔上的键槽深度尺寸一般应()
A.不标注
B.用孔直径与键槽深度之和来表示
C.直接注出
D.用孔直径与键槽深度之差来表示
查看答案

 如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
如果结果不匹配,请 联系老师 获取答案
题目内容
(请给出正确答案)
A.不标注
B.用孔直径与键槽深度之和来表示
C.直接注出
D.用孔直径与键槽深度之差来表示
如果结果不匹配,请 联系老师 获取答案
 更多“在零件图上,旋转零件轮毂孔上的键槽深度尺寸一般应()”相关的问题
更多“在零件图上,旋转零件轮毂孔上的键槽深度尺寸一般应()”相关的问题
A、t2
B、d-t2
C、d+t2
D、d+t1
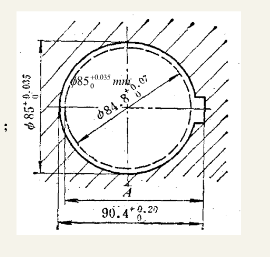
图所示孔及其键槽的加工顺序如下:首先按工序尺寸 镗孔,再按工序尺寸A插键槽,然后热处理,之后按图样上标注的孔尺寸
镗孔,再按工序尺寸A插键槽,然后热处理,之后按图样上标注的孔尺寸 磨孔。孔完工后要求键槽深度符合图样上标注的尺寸
磨孔。孔完工后要求键槽深度符合图样上标注的尺寸 mm的要求。试用极值法解尺寸链,确定工序尺寸A的极限尺寸。
mm的要求。试用极值法解尺寸链,确定工序尺寸A的极限尺寸。
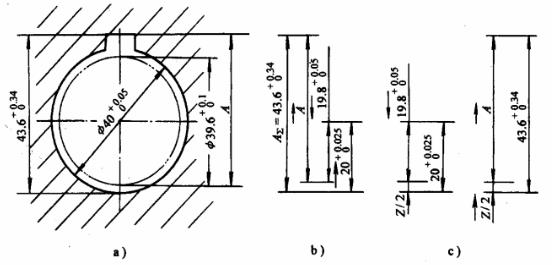
下图所示齿轮内孔孔径设计尺寸为φ400+0.05mm,键槽设计深度为43.60+0.34mm,内孔需淬硬。内孔及键槽加工顺序为(1)镗内孔至39.60+0.01mm; (2)插键槽至尺寸A;(3)淬火热处理;(4)磨内孔至设计尺寸φ400+0.05mm,同时要求保证键槽深度为43.60+0.34mm。试问:如何规定镗后的插键槽深度值A,才能最终保证得到合格产品?
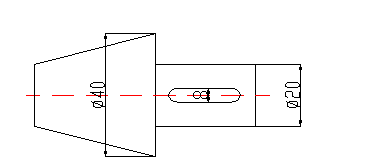
已知齿轮和轴用A型普通平键连接,孔的直径为40mm,查表确定键和键槽尺寸,并完成下列各图,标注键槽尺寸。
(1) 轴
(2) 齿轮
(3) 齿轮和轴连接
有一φ40H7/m6的孔轴配合,采用普通平键连接中的正常连接传递转矩。试确定:
①孔和轴的极限偏差;
②轮毂键槽和轴键槽宽度和深度的基本尺寸及极限偏差;
③孔和轴采用的公差原则;
④轮毅键槽两侧面的中心平面相对于轮毂孔基准轴线的对称度公差值,该对称度公差采用独立原则;
⑤轴键槽两侧面的中心平面相对于轴的基准轴线的对称度公差值,该对称度公差与键槽宽度尺寸公差的关系采用最大实体要求,而与轴尺寸公差的关系采用独立原则;
⑥孔、轴和键槽的表面粗糙度轮廓幅度参数及其允许值。
将这些技术要求标注在图1.10-5上。
如图所示齿轮内孔,加工工艺过程如下:先粗镗孔至
 ,插键槽后,再精镗孔尺寸至
,插键槽后,再精镗孔尺寸至 ,并同时保证键槽深度尺寸
,并同时保证键槽深度尺寸 。试求插键槽工序中的工序尺寸A及其误差。
。试求插键槽工序中的工序尺寸A及其误差。

如下图所示齿轮内孔,加工工艺过程为:先粗镗孔至 ,插键槽后,再精镗孔尺寸至
,插键槽后,再精镗孔尺寸至 ,并同时保证键槽深度尺寸
,并同时保证键槽深度尺寸 ,试求插键槽工序中的工序尺寸A及其误差。
,试求插键槽工序中的工序尺寸A及其误差。

















